 Go
to the Archive index
Go
to the Archive indexThe James Cycle Co. is a firm of whom it may be said, without prejudice to others, that they have done much of an individual character to improve both the methods and the productions if which the cycle and motor-cycle industry is comprised. They have left an indelible mark upon design and construction, and have taken their full share in the evolution of both types of machines, and only those who have acquainted themselves with the nature and scope of the work which has been, and is being, performed, can quite realize and place at its true value the service which the James Co. has rendered to the trade.
The business was founded by the late Mr. H. W. James and carried on privately by him for over 20 years. For a considerable period the "James" trade mark was identified particularly with the light "ordinary" type of bicycle, and some of the best performances and records were achieved on machines of this make.
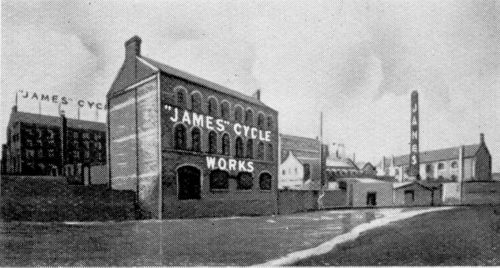
The Sampson Road works in 1907
The James Cycle Co., Ltd., was formed on May 22nd, 1897, and business was carried on for a period of ten years at works situated in Sampson Road North, Birmingham. In 1907 the present modern works were built and equipped and several large extensions have been added since that date. Others are being carried out at the present time, of a character which, when completed, will have the effect of still further improving the facilities at disposal and making it possible to handle an even larger amount of business than at present.
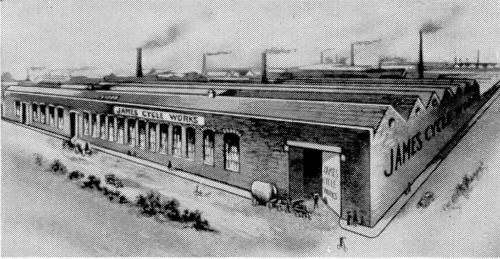
The new works in 1908
The company has always specialized in cycles, tricycles, tandems, and, in later years, specially designed carrier bicycles for tradesmen. The manufacture of motor-cycles was entered upon in the year 1900 and continued until 1904, when it was discontinued. In 1908, however, it was recommenced, and in 1911 the company introduced the all-enclosed chain-driven type of machine with countershaft gear, of which they are the originators, and which has since been entirely adopted by other leading manufacturers.
The suitability of machines designed on this plan for work of the most severe character is now fully recognized, and it is worthy of notice that the James Co. have recently supplied for war purposes over 600 motor-cycles of their manufacture to the Russian and Belgian Governments. They have also executed large orders for military pedal cycles for the British and Allied Governments.
The original area of the new works was 6,283 square yards. This has since grown to 13,122 square yards as the result of the different enlargements which have taken place, and of the total floor area 2,000 square yards are included in the machining departments.
The average number of workpeople employed over the last 12 months was 600, and although the works have contributed their just quota to the army in one form or another, there are at present employed in the works a total of nearly 500 hands.
The machinery and plant in the James factory are driven by two gas engines aggregating 110 h.p., and in addition electric motors, developing 100 h.p., are employed. It is intended to enlarge the use of electricity for driving purposes in the works in the near future. The buildings are lighted artificially on the high-pressure gas system and a powerful north light is obtained during the day-time through the adequately glazed saw-toothed roofing. In fact the shops are among the best lighted we have so far visited.
Concrete flooring is adopted in all machining and erecting areas, whilst the stores and finishing departments are provided with wooden floors. All the work of the factory is carried out on the ground floor level, and the various departments are kept quite distinct and so arranged that the work takes a progressive course in accordance with a strict scheme of operation; the raw material enters the works at the west end and issues in the form of the finished products at the east end, a rigorously applied at every stage.
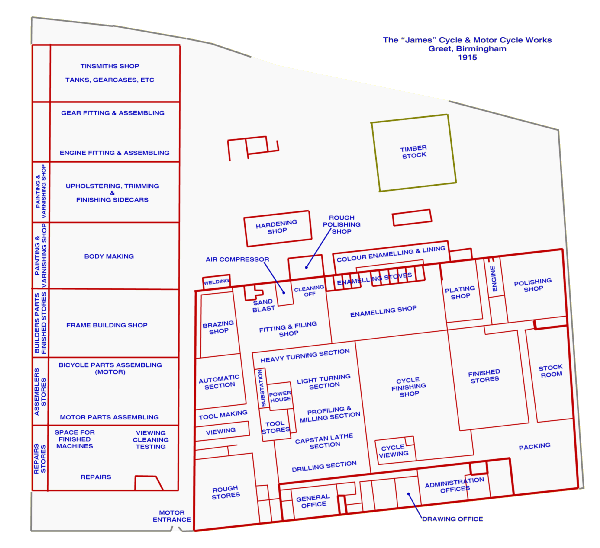
Plan of the works after the 1915 reorganisation
On the occasion of out visit to the works, inspection commenced at the Rough Stores, which may be said to mark the point at which the scheme of operations begins. Here is deposited the raw material used in the construction of cycles and motor-cycles, and embracing a wide variety of articles, including commercial iron and steel, bars and rods, tubes, castings, stampings, etc. A system of stock cards is in vogue in this department, all material being entered up at entrance and again checked as it passes out into the works. At one end there is a Viewing Section, where every piece of partly finished work is inspected and gauged up between operations. The "tolerances," that is to say the margins of error permitted, are cut very fine indeed. In some cases, where the work has been subjected to grinding operations, as, for example, the tapered shaft of a motor-cycle engine, it is not more than .5 of 1,000th of an inch. Some thousand of limit gauges are employed in this section for ensuring accuracy, and the system of testing at each stage in the production of a piece, instead of waiting until the whole has been completed, leads to economy, inaccurate parts being weeded out before money has been spent in finishing them.
In the main machine shop there is a large assembly of machine tools and other similar appliances, the majority of which are of the most approved and modern types. The tools are divided into groups, the central section comprising the capstan lathe department. Here all parts are made from the solid bar, and they include timing cams for engines, pinions for three-speed gears, ball races for heads, and innumerable other items. Each workman is provided with a set of gauges similar to those used in the View Room previously referred to, and each part is intended to leave the machine conforming to these gauges. A very considerable diversity of work proceeds in this department; indeed, it may bee said to spread over the entire construction of a cycle and motor-cycle in one form or another
Immediately adjacent to the capstan lathe department is the turnery, wherein the installation of ordinary lathes is a very large one. Wheel hubs and spindles are produced here in large quantities and the work is classified in sections. Hub turning and gear-box work is done in groups, and each piece is carefully gauged as before, a code number being afterwards stamped upon it which corresponds to the number carried by the gauges and tools. In this way it is the easiest matter possible to ascertain the character of the work at any stage and a check is kept on the workman and his output. All parts are ordered and paid for under this number and it is impossible for any dispute or misunderstanding to arise with this system in operation. It was in this shop that we noticed an example of what is known as a "broaching" machine in use. It was engaged in carrying out what is the heaviest operation performed in the works. The piece being operated upon was a clutch shell which was having the splines, or projections in which the plates fit, formed in one cut, and a glance was sufficient to show that the work was being performed with the greatest accuracy, leaving the most excellent and clean finish possible. The clutch shell is a steel stamping, and it takes about 45 seconds to complete the operation referred to.
In the milling section there are many gear cutting machines of different types. Here engine timing gears and other parts are produced, and it is here, also, that the automatic thread milling machines are installed. In these machines the cutter revolves continuously and the object to be threaded is fed up to it in the work head. The latter contains the hob, which governs the rotation and traverse of the piece which is being operated upon. One revolution of the work is sufficient to finish the job, and the cutter may be changed for different lengths. Some of these machines were designed and made in the James works.
Gear-cutting is done on universal gear cutters. The wheels are mounted on mandrels and left for the machine to complete the work unattended. A bell is automatically rung when the operation has been completed. The machine shop is being considerably extended; what at present forms the frame-building department being taken in, and the latter section moved to another part of the works without, however, in any way interfering with the scheme of work progression which is such a strong point in this factory.
There are three cam profiling machines to be seen at work, each performing its allotted function. The cam blanks come off the capstan lathes in a circular form and are then profiled in shape on the machines referred to. Rockers for timing gears are treated on a similar machine. Another operation witnessed was the machining of flywheels and shafts. The flywheels are solid stampings, each with the shaft integrally formed, and all the turning is done on the one lathe, including the facing of the flywheel itself, and the screwing, cutting, etc., on the shaft. Lay shafts for 3-speed gear-boxes and striking forks for gear changing were among the other parts undergoing treatment in this department of the works.
The pistons for the two-stroke engines were seen being machined all over. They are mounted four at one operation and rapidly completed. Cylinders and crank-cases are machined in heavy lathes near by.
The grinding department is also very completely equipped. It contains a number of grinding machines for both internal and external work. Engine cylinder grinding is one of the principal operations in this department. Two limit gauges are employed, one fitting the cylinder exactly as it is required finished, and the other very slightly larger. If the first of these exactly fits all is well, but if the larger gauge can be inserted the cylinder is rejected, the bore having proved to be too large. The margin, although slight, is sufficient to make all the difference between a properly fitting, compression-tight piston, and one that is not, and in these respects the James standard is a very strict one indeed.
The frame building department, as before mentioned, is about to be moved to allow of an extension to the machine shop. About 110 men are employed in building up cycle and motor-cycle frames and forks, side-car chassis, etc.; and gauges, jigs, and setting plates are used to ensure accuracy. There is an extensive brazing shop alongside and also a complete sand blasting shop. In this part of the works is located the electric substation, wherein current to the extent of 600 h.p. is brought in from the Corporation supply and is transformed from 5,000 volts to 440 volts.
After the frames have been built up they are sent to the polishing shop and thence to the enamelling department, where, in the priming shop, they receive a first coating of anti-rust, then a "rubber" coating, comprised of tough elastic enamel, and finally the finishing coats and lining. The lining department is being separated from the enamelling shop as part of the re- organizing plan that is now proceeding.
The finished stores are of an extensive character. All parts are brought here and issued to the cycle assembling department. This latter is very large and in it work commences at one end and passing through by stages to the top end of the shop is there finished.
The polishing department is equipped with a complete installation of dust-extracting apparatus consisting of underground ducts, and as a consequence of this the shop is kept remarkably free from dust and is indeed one of the best examples of its kind that we have visited. There is a full equipment of polishing plant and all work dealt with in the department passes through a small inspection room between the polishing and plating shops, all parts being examined and checked between these two operations.
The plating vats are fitted with reciprocating work carriers except those used for plating wheel rims, where the motion imparted is of a rotary character. Near by are the cycle stock rooms and packing departments both of which are of an extensive description.
The motor assembling department incorporates some very fine and airy shops, in which operations of an extensive character are carried on, and in gaining access to them we passed through a well-equipped tool room, wherein is found all the necessary machinery for making and repairing the tools and other appliances used in the works. The motor assembling shop is divided into four main bays. No. 1 bay is devoted to repair and test work, No. 2 to frames, gear-box, and motor-cycle assembling. No. 3 is the engine-erecting and gear-box assembling bay, and No. 4 the side-car section, wherein the James Canoelet side-cars are built throughout and equipped.
Work is again sub-divided in each bay. In No. 2 frames and gear-boxes are assembled, and next to this spring forks are put together. In the next section the forks and handlebars, tanks, engines, and footboards are assembled, and after that the machine in a completed state is sent to the testing department in No. 1 bay. It has to perform a road test of some severity, travelling a distance of 25 miles and then climbing two test hills known locally as Weatheroak and Gorecott with two up. After the test and when such adjustments as may have proved necessary have been carried out, the machines are cleaned, inspected, and chain cases fitted, when everything is ready for the despatch department.
A long general motor stores runs the length of the shop at one side. Herein every part which is included in the make-up of a motor-cycle is stored, from the engine and frame to the smallest nut and bolt, and the assemblers draw upon these stores in the course of their work in building up the machines. Not only are all the requisite parts stored, but accessories as well, so that it is possible entirely to construct and equip a motor-cycle from these stores.
In one portion of the motor assembling department the work of gear-box construction is carried out in its entirety. The cases, gears, lay and countershafts, dog clutches, and cush drives, are each and all assembled, and it is very interesting to witness the manner in which these parts are put together.
All James motor-cycle engines are submitted to an electrical bench test, and for this purpose a dynamo is used in conjunction with belt drive. Engines are run at 2,000/3,000 revs. per minute. The engine h.p. developed and shown on a watt-meter at 2,000 r.p.m. is taken as the normal power of the engine. An arrangement is provided for blowing cold air upon the engine during the test, but this has not been found necessary as the engines run sufficiently cool without impinging air upon them.
The side-car shop is another extensive department. Here the construction of side-car bodies is carried out on a large scale. The chassis are made in the frame department. All material for the bodies is cut and prepared by means of the latest wood-working machinery. The material used is best 3-ply Venesta for the body-work and ash or mahogany for the framework. These side-cars are a very thorough and well-made job, and all the sides are made on special jigs. The floor portion is made to template and the whole trued up, all round warping being rendered quite impossible.
The upholstering and trimming shop is alongside in a bay immediately adjoining the body shop. The paint shop is near by and here all side-cars receive eight coats of paint and a very high quality varnish. There is a special dust-proof shop in which the final coats are applied.
A visit to the James Cycle Co.'s Works, however brief in character, suffices to impress upon the visitor the very thorough and careful manner in which every operation, from the selecting of the material, through all the varying manufacturing processes, to the finishing of the final product, is carried out. A strong point in the scheme of operation is that as far as is possible every part is manufactured on the premises, buying in being reduced to the minimum extent that is practicable.
The writer's thanks are due to Mr. A. Douglas Arter, a director of the company, for facilitating his visit to the works at Greet, and also to Mr. Kimberley, the works' manager, for explaining the details of the work and equipment in the different departments.
C. S. L.
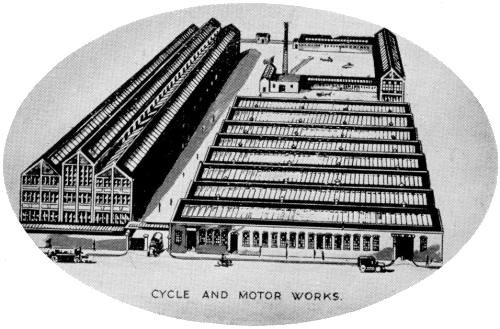
The James works in 1936
Text first published in Motor Cycle and Cycle Trader on February 12,
1915;
Works pictures from James publications of 1907, 1908 & 1936;
Works plan redrawn March 2003